
Comprendre les Exigences en CFM pour Machines à Comprimer l’Air
Définir le Débit d'Air (CFM) et son Impact Opérationnel
Le débit d'air exprimé en pieds cubes par minute (CFM) correspond au volume d'air que le compresseur d'air peut produire par minute. Ce niveau de débit détermine le nombre d'outils pouvant fonctionner simultanément ainsi que leur efficacité. Lorsque le CFM est insuffisant, les outils se bloquent ou fonctionnent mal : par exemple, un pistolet de peinture nécessite entre 4 et 9 CFM pour pulvériser de manière uniforme. Les outils conçus pour un usage continu requièrent 20 à 30 % de CFM supplémentaire afin d'éviter la surchauffe. Un débit CFM suffisant maintient le couple des clés à chocs et empêche la chute de pression sous charge lors du sablage.
Plages de CFM pour Applications Légères contre Applications Lourdes
Pour des usages légers, comme le gonflage de pneus, un compresseur capable de produire 3 à 4 pieds cubes par minute (CFM) devrait satisfaire vos besoins. Les opérations de moyenne puissance — comme les carrosseries utilisant des clés à chocs — nécessitent entre 4 et 9 CFM. De nombreux processus industriels comme le sablage requièrent plus de 10 CFM. Les fonderies utilisent des compresseurs à vis rotative délivrant plus de 100 CFM pour alimenter en permanence des outils pneumatiques destinés à la découpe métallique. Un CFM adapté à l'application permet d'éviter tout gaspillage d'énergie, les compresseurs « surdimensionnés » entraînant un phénomène appelé « cycles à vide », soit un coût supplémentaire annuel de 840 dollars (Conseil pour l'efficacité pneumatique, 2023).
Calcul des besoins en CFM pour des opérations avec plusieurs outils
Calculez le CFM nécessaire pour plusieurs outils selon ces étapes :
- Listez les outils utilisés simultanément ainsi que leurs besoins individuels en CFM.
- Additionnez les valeurs de CFM et ajoutez 25 % supplémentaires pour compenser les fuites et les chutes de pression.
Par exemple, l'utilisation simultanée d'une clé à chocs (5 CFM) et d'une meuleuse droite (8 CFM) nécessite un débit minimum de (5+8)×1,25=16,25 CFM. Les installations avancées utilisent des capteurs de débit en pression pour surveiller la consommation réelle en CFM et ajuster la mise en cascade des compresseurs. L'installation stratégique d'un réservoir tampon d'air comprimé peut réduire les pointes de charge de 15 à 20 % lors d'opérations intermittentes.
Spécifications en PSI pour le choix d'un compresseur d'air
Rôle de la pression (PSI) dans l'efficacité de l'activation des outils
Les outils pneumatiques ont des exigences précises en PSI pour fonctionner, et la plupart des machines industrielles maintiennent une pression de 90 à 100 PSI pour des performances optimales. Une pression insuffisante entraîne un fonctionnement inefficace des outils ou un manque d'efficacité, tandis qu'un excès de PSI sollicite davantage les compresseurs et accélère l'usure des joints. Par exemple, des cliquets pneumatiques ne fonctionneront pas correctement à 75 PSI alors que X-Y dépasse la limite de l'outil de 20 %, consommant ainsi 12 % d'énergie supplémentaire par rapport à ce qui est nécessaire. Adapter le PSI aux besoins de l'outil permet d'éliminer les fuites d'air, qui représentent 25 à 30 % de l'énergie gaspillée dans un système d'air comprimé, selon les études sur l'efficacité de l'air comprimé.
Haute pression vs basse pression dans les applications industrielles
- Basse pression (10-40 PSI) : Utilisée pour les tâches de gonflage et les traitements délicats de surface
- Moyenne pression (50-110 PSI) : Alimente 90 % des outils d'atelier comme les cloueuses et ponceuses
- Haute pression (120-175 PSI) : Réservée au sablage industriel et aux tests de systèmes hydrauliques
La surpression des outils de 15 % augmente l'usure des composants de 40 % sans apporter aucun bénéfice en termes de performance. Les systèmes de compresseurs à double circuit permettent d'utiliser simultanément des outils de peinture à basse pression et des meuleuses à haute pression sans conflit de pression.
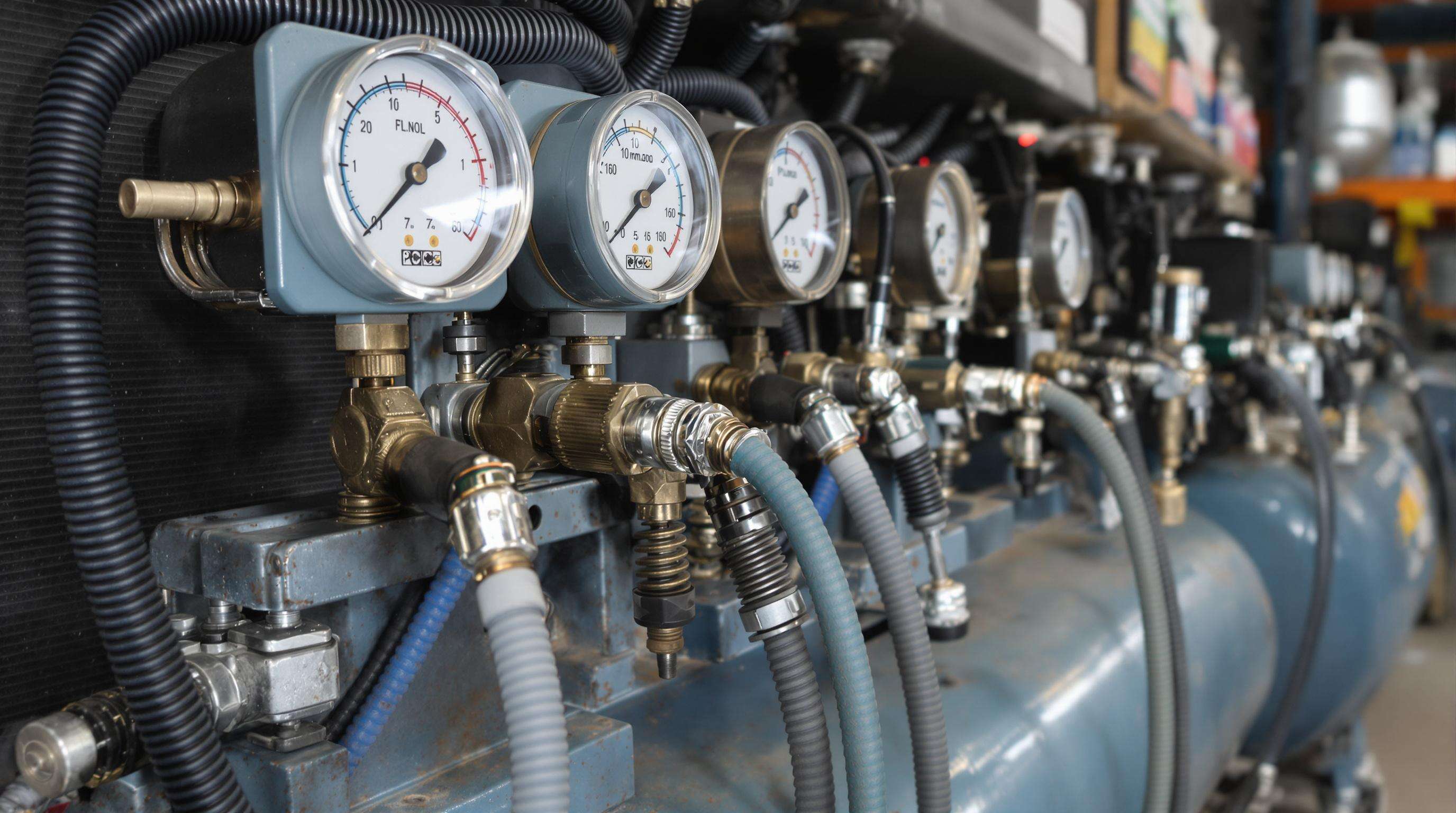
Stratégies d'entretien du PSI pour une performance optimale
Un entretien régulier empêche les fluctuations du PSI qui réduisent l'efficacité des outils :
- Tester les commutateurs de pression hebdomadairement à l'aide de manomètres calibrés
- Remplacer les filtres à air trimestriellement pour maintenir l'intégrité du débit d'air
- Effectuer annuellement des inspections des sièges de valve sur les compresseurs alternatifs
- Installer des régulateurs de pression en aval pour les environnements avec plusieurs outils
Les installations qui utilisent des systèmes de surveillance en temps réel du PSI déclarent 32 % de pannes liées à la pression en moins par rapport aux méthodes de vérification manuelles. Les afficheurs numériques avec une précision de ±1 PSI aident les opérateurs à maintenir une pression optimale pendant les longues durées de production.
Dynamique des sources d'énergie dans les machines à compresseur d'air
Puissance en CV/kW et son impact sur la consommation d'énergie
La puissance en CV (chevaux-vapeur) et en kW (kilowatts) détermine la limite de travail des systèmes de compresseurs d'air, des puissances plus élevées permettant des débits d'air plus importants. Un compresseur industriel de 10 CV consommera jusqu'à 40 % d'énergie supplémentaire par rapport à un modèle de 7,5 CV et produira 20 à 25 % de CFM (Compressed Air & Gas Institute 2023) en plus. Le dimensionnement est essentiel pour éviter le gaspillage d'énergie : les compresseurs surdimensionnés fonctionnent par cycles courts, tandis que ceux qui sont sous-dimensionnés travaillent trop intensément. Le moteur électrique utilise l'énergie (Newell, 1997), et donc la prédiction de l'efficacité du moteur sera cruciale pour la gestion énergétique. Les coûts énergétiques représentent environ 70 % des coûts totaux de possession sur 10 ans.
Comparaison entre compresseurs électriques et thermiques
| Source d'alimentation | Cas d'utilisation optimal | Niveau sonore | Durée de fonctionnement maximale | Mobilité |
|---|---|---|---|---|
| Électrique (3-15 CV) | Ateliers intérieurs, installations fixes | 65-75 dB | fonctionnement continu à 60-70 % | Limité par les câbles d'alimentation |
| Thermique (5-25 CV) | Chantiers de construction, opérations en environnement isolé | 80-90 dB | 75-90 % de fonctionnement continu | Élevée, avec autonomie en carburant |
Les modèles électriques entraînent des coûts horaires d'exploitation inférieurs de 30 à 50 %, mais nécessitent une alimentation électrique triphasée stable, tandis que les unités à gaz excellent dans les applications distantes malgré des émissions plus élevées. Les coûts d'entretien diffèrent considérablement : les compresseurs à gaz nécessitent des vidanges régulières et le remplacement des bougies, ajoutant 0,15 à 0,25 $ par heure de fonctionnement (Fluid Power Association 2022).
Limites du cycle de travail selon les configurations électriques
Les normes de cycle de fonctionnement définissent la durée pendant laquelle une unité maintiendra sa puissance nominale ou son RTI (temps total recommandé en fonctionnement) prévu (par exemple : 30 à 60 minutes pour un modèle mécanique contre 100 à 120 minutes pour un modèle électrique) ; un modèle électrique, par rapport à un modèle mécanique, peut être utilisé jusqu'à 60 à 70 % d'une heure donnée, tandis qu'un compresseur hydraulique à gaz peut fonctionner 85 à 95 % du temps. Au-delà de cycles de fonctionnement de 75 %, la gestion thermique devient critique. L'utilisation de ventilateurs de refroidissement surdimensionnés peut réduire les temps d'arrêt de 40 % dans des conditions d'utilisation intensives (Comité international des normes pour les compresseurs, 2023). Les appareils portables équipés d'hybrides batteries sont désormais capables de fonctionner à un cycle de 50 % sans perte de performance entre le secteur mobile et le secteur fixe.
Comparaison des types de compresseurs industriels à air
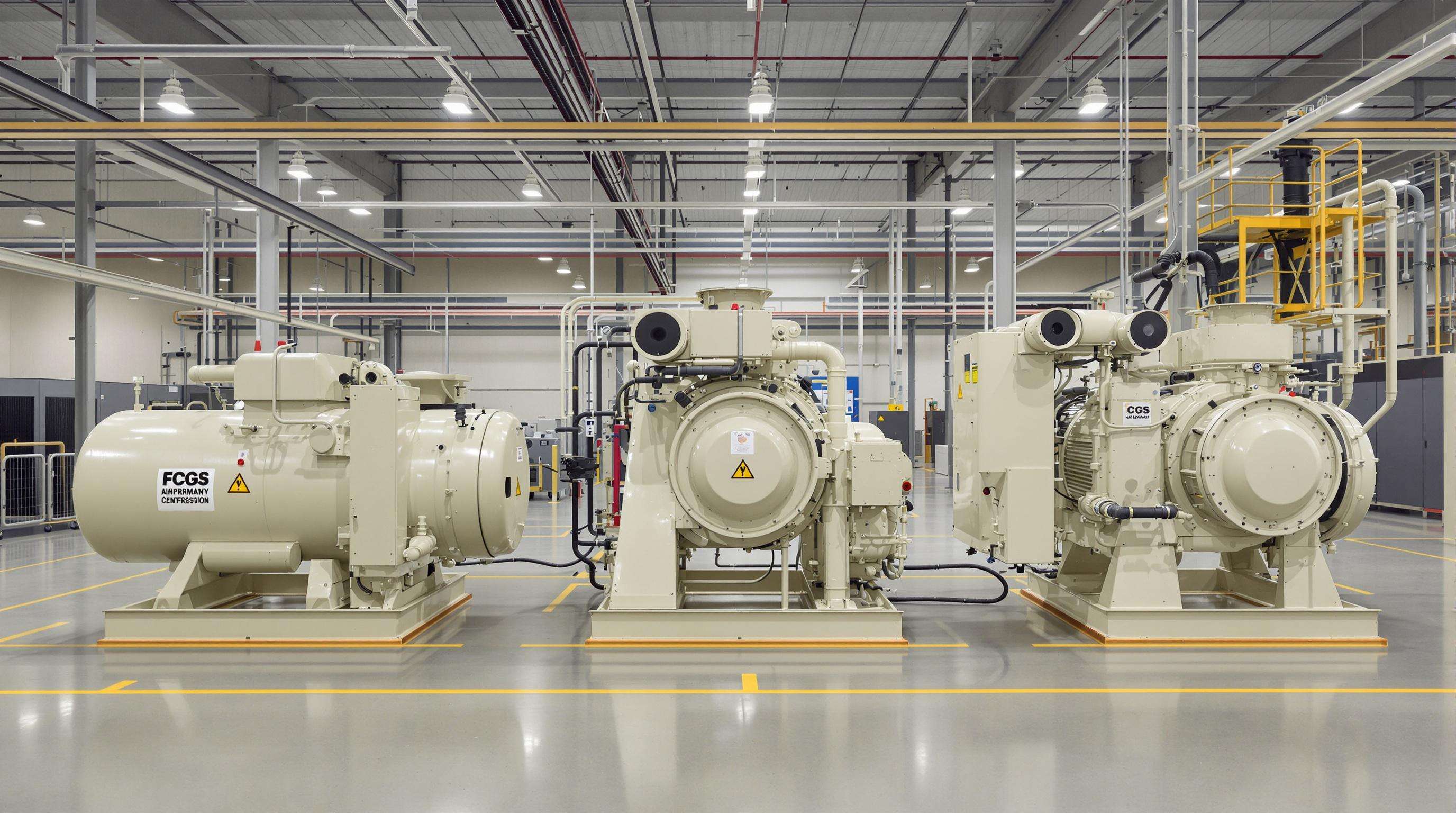
Compresseurs alternatifs : Coût versus réalité de l'entretien
Les compresseurs à piston sont nettement moins chers que les autres types de compresseurs industriels. Leur prix d'achat est inférieur de 40 à 60 % par rapport aux modèles à vis rotative. Leur système mécanique à piston convient presque à n'importe quelle application intermittente nécessitant de l'air comprimé, comme la carrosserie automobile ou une grande variété d'opérations de petite fabrication où le débit requis est inférieur ou égal à 50 CFM. Toutefois, les intervalles d'entretien pour le remplacement des clapets et la lubrification, tous les 300 à 500 heures, entraînent des coûts annuels d'entretien supérieurs de 30 à 50 % par rapport à une solution à vis rotative. La perte d'efficacité de ces compresseurs en fonctionnement continu entraîne également des niveaux de vibration supérieurs à 85 dB(A) sur les modèles bi-étagés, ce qui peut poser un problème de confort pour les travailleurs.
Compresseurs à vis rotative en fonctionnement continu
Les compresseurs à vis (RSC) conservent un rendement volumétrique de 90 à 95 % tout en fonctionnant en continu, ce qui les rend parfaits pour l'industrie agroalimentaire et autres usines nécessitant ≥100 CFM. Les étages à double vis limitent les vibrations à ≤70 dB(A) et délivrent une pression de 100 à 125 PSI avec une intensité constante. Bien qu'ils soient initialement 8 à 10 fois plus onéreux (par rapport aux compresseurs alternatifs), leur fonctionnement coûte 2 à 3 fois plus cher environ — cela étant dû à des besoins d'entretien plus fréquents, tous les 8 000 à 10 000 heures, mais offrant néanmoins un gain d'efficacité énergétique de 15 à 25 % pour une puissance de 30 à 100 HP. Les compresseurs à huile sont courants dans la métallurgie, tandis que les compresseurs sans huile répondent à la classe ISO 8573-1 Classe 0 utilisée dans l'industrie pharmaceutique.
Compresseurs centrifuges pour demandes à haute capacité
Les ventilateurs centrifuges pour les exigences industrielles les plus sévères offrent jusqu'à 2 000 à 100 000 CFM pour les raffineries pétrochimiques, la production d'électricité et autres installations industrielles. Avec deux ou trois étages d'aubes, nous pouvons atteindre des rapports de pression de 15:1 avec une efficacité isentropique de 70 à 85 %, soit 40 à 60 % supérieure à celle des unités alternatives pour les grandes installations. Bien que le coût initial dépasse 500 000 $ pour l'installation d'unités de 10 000 CFM, leur durée de vie de 10 ans et leurs aubes directrices à vitesse contrôlable permettent d'économiser sur la consommation énergétique dès la première utilisation. Toutefois, l'instabilité dynamique nécessite une formation spécifique au-delà de 70 % de réduction de débit, rendant les coûts de maintenance rentables uniquement pour les usines nécessitant une utilisation annuelle ≥60 %.
Prix initial vs Coûts opérationnels à long terme
Le prix d'achat initial d'un compresseur d'air représente généralement seulement 20 % de ses coûts totaux sur toute sa durée de vie. Les dépenses opérationnelles — principalement la consommation d'énergie (en moyenne 70 à 80 % des coûts de possession) et l'entretien — constituent la majeure partie des coûts à long terme. Les installations qui privilégient les économies initiales risquent de voir leurs dépenses cumulées augmenter avec des modèles inefficaces.
Impact de l'efficacité énergétique sur le coût total de possession
La consommation d'énergie détermine directement les coûts opérationnels, les compresseurs inefficaces augmentant le CTP (coût total de possession) de 30 à 50 % sur une période de dix ans. Le choix de modèles optimisés équipés de variateurs de vitesse (VSD) réduit le gaspillage d'énergie au ralenti, permettant généralement de faire baisser la consommation énergétique de 25 à 35 %. Ces économies compensent souvent l'investissement initial plus élevé en 2 à 5 ans, tout en prolongeant la durée de vie du matériel.
Paradoxe industriel : un débit CFM plus élevé ne signifie pas toujours une meilleure valeur
Une surestimation des besoins en CFM (pieds cubes par minute) entraîne des coûts d'exploitation plus élevés. Les compresseurs surdimensionnés consomment davantage d'énergie lorsqu'ils fonctionnent à charge partielle et nécessitent un entretien plus fréquent. Un calcul précis du CFM adapté à la demande réelle améliore l'efficacité de 15 à 25 %, démontrant qu'un modèle adapté à la capacité requise offre souvent un meilleur retour sur investissement qu'un modèle à puissance maximale.
FAQ
Qu'est-ce que le CFM dans les compresseurs d'air et pourquoi est-ce important ?
Le CFM, ou Cubic Feet per Minute, mesure le volume d'air qu'un compresseur d'air peut produire par minute. Cela est essentiel pour déterminer combien d'outils peuvent fonctionner simultanément et leur efficacité de fonctionnement.
Comment calculer ses besoins en CFM pour plusieurs outils ?
Listez tous les outils avec leurs besoins individuels en CFM, additionnez-les, puis ajoutez 25 % supplémentaires pour compenser les fuites et les chutes de pression. Ce total vous indiquera le CFM minimum que votre compresseur doit fournir.
Quelle est la différence entre le PSI et le CFM ?
Le PSI mesure la pression, indiquant la force exercée par l'air, tandis que le CFM mesure le volume, indiquant la quantité d'air délivrée. Les deux sont des spécifications essentielles pour assurer un fonctionnement correct des outils.
Quels facteurs influencent la consommation d'énergie des compresseurs d'air ?
La consommation d'énergie est influencée par la puissance du compresseur (en chevaux-vapeur HP), les schémas d'utilisation et son niveau d'efficacité. Des compresseurs surdimensionnés peuvent entraîner une consommation énergétique inutile lors des opérations à charge partielle.
Table des Matières
- Comprendre les Exigences en CFM pour Machines à Comprimer l’Air
- Spécifications en PSI pour le choix d'un compresseur d'air
- Dynamique des sources d'énergie dans les machines à compresseur d'air
-
Comparaison des types de compresseurs industriels à air
- Compresseurs alternatifs : Coût versus réalité de l'entretien
- Compresseurs à vis rotative en fonctionnement continu
- Compresseurs centrifuges pour demandes à haute capacité
- Prix initial vs Coûts opérationnels à long terme
- Impact de l'efficacité énergétique sur le coût total de possession
- Paradoxe industriel : un débit CFM plus élevé ne signifie pas toujours une meilleure valeur
- FAQ